在鋼結構工程中,鋼格板的焊縫質量直接關系到結構的安全性和使用壽命。領域數據顯示,35%的鋼格板故障源于焊接缺陷,平均維護成本增加50%以上。2025年新修訂的GB 5061-2025年《鋼結構焊接規范》對焊接質量檢驗提出了更嚴格的要求,強調整個過程的質量控制,而不僅僅是最終的結果。科學的檢驗體系應包括三個階段:焊前準備、焊接操作和焊后檢驗。根據視覺檢測、無損檢測和機械試驗相結合的方法,創建復雜的質量檔案。焊接質量不是偶然合格的,而是系統控制的必然趨勢。每次精確檢測都將堅持工程安全邊界,使鋼格板在重壓下仍像泰山一樣穩定。

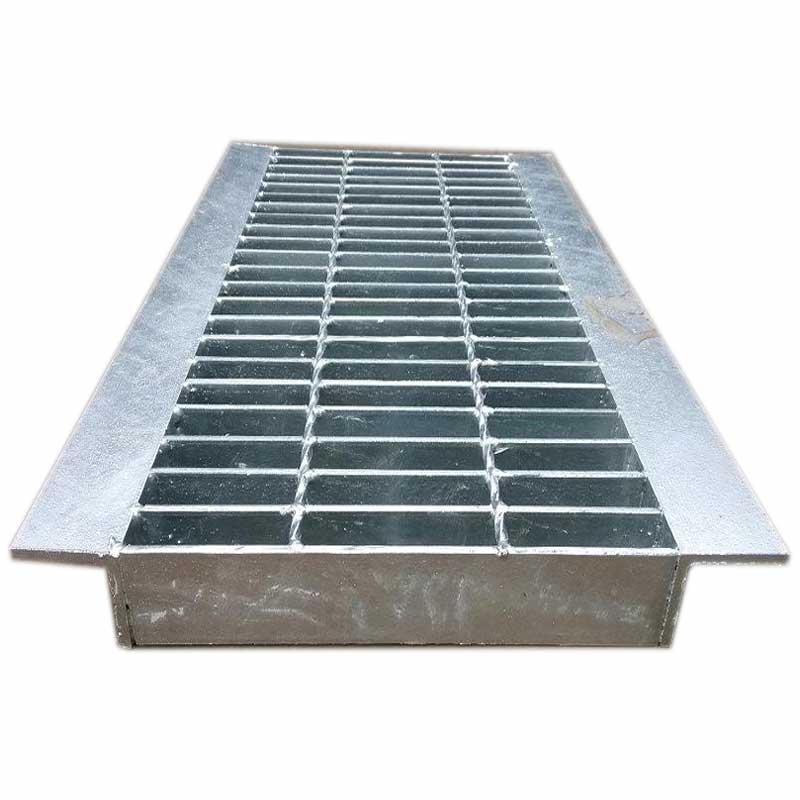
首先,鋼格板視覺檢測是質量管理的第一道防線。
焊縫表面不得有裂紋、未熔合、氣孔等缺點。≤連續長度為0.5mm≤100mm;某化工廠
平臺視覺檢查發現30%的焊點有微裂紋,防止后期結構無效;專業檢測應用5-10倍放大鏡,360倍°后視鏡,檢查不能觀察區域;對角焊縫重點檢查焊腳尺寸,允許誤差±1.5mm,準確測量焊縫量規;創建標準化檢查表,記錄缺點的位置、類型和規格,作為后續處理的依據;雖然這種基礎檢查很簡單,但60%以上的表面缺陷是質量管理不可替代的階段。
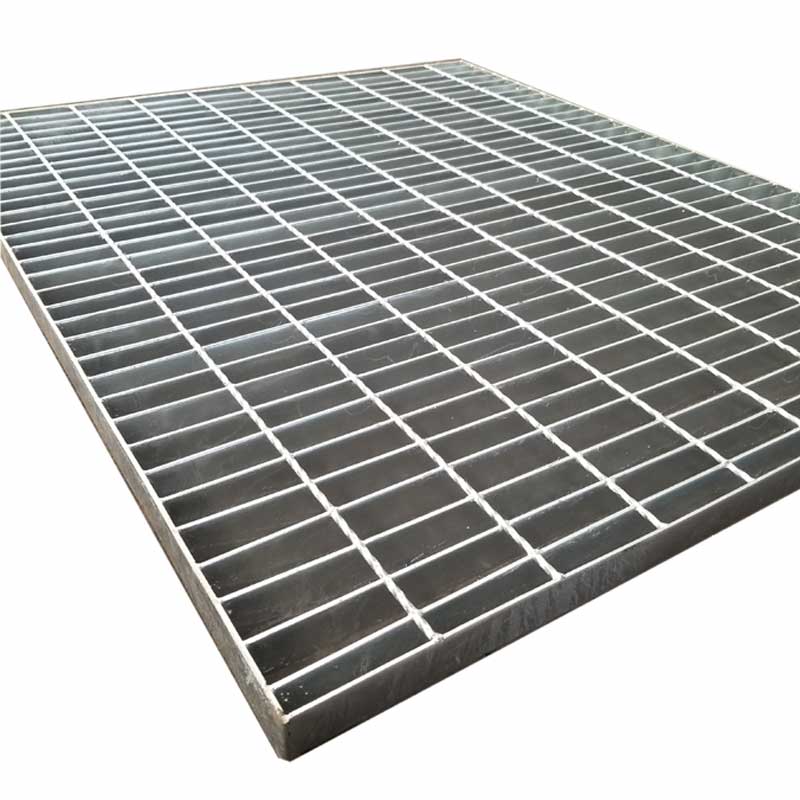
第二,鋼格板超聲檢測揭示內部質量。
超聲波可檢測焊縫內部未熔合、焊瘤等缺點,檢測深度在50mm以上;電廠項目UT檢測發現內部缺陷25%,表面檢測僅15%;NB/NB/NB/NB/專業操作T 47013-2025規范,選用2.5MHz斜探頭,K值1.5-2.0;檢查前校正敏感性,采用CSK-IA試塊設定標準波高;掃描方法采用鋸齒狀全覆蓋,鄰近探頭移動重疊≥15%;缺點評定按Ⅰ、Ⅱ級標準,Ⅰ等級焊縫不能任何未熔合,Ⅱ允許單獨缺點的當量直徑≤Φ3mm;這種無損技術使內部質量透明可見,是主要結構的安全保障。
第三,鋼格板焊接工藝文檔及工藝記錄驗證。
焊接工藝評價報告(PQR)必須覆蓋現場施工標準,包括母材類型、焊接工藝和參數;由于PQR與實際工藝不符,30%的橋梁施工進行了焊縫維修;專業考試包括:焊工資格證書的有效性和焊接參數記錄(電流)±10%、電壓±5%)、預熱溫度記錄;Q355鋼厚度>36mm的結構,預熱溫度必須記錄在100-150℃;自然條件檢測:溫度檢測:≥5℃,濕度≤90%,風力≤8m/s;建立完整的焊接日志,每個焊縫標明操作人員、時間和參數,實現質量可追溯性;這種過程驗證確保了過程的一致性,并從源頭上控制了質量風險。

第四,鋼格板機械性能試驗驗證接頭強度。
規定了焊縫的抗壓強度≥母材標準值,Q355鋼≥490MPa;
重型設備
平臺取樣檢測,三組試樣中一組破裂于焊縫,整批維修;專業測試按GB/GB/T 2651規范,取樣位置繞過弧收弧區;彎曲試驗選用1800°背彎,無裂紋為合格,彎曲半徑R=2t(t≤10mm);在-20℃進行沖擊試驗,焊縫區沖擊功≥27J;樣品制備去除余高,外觀粗糙度Ra≤6.3μm;雖然這種破壞性試驗的成本很高,但它是驗證焊接冶金質量最直接的方法。
第五,鋼格板綜合驗收標準和質量評價體系。
根據GB 50205-2020年,一級焊縫100%無損檢測,二級焊縫20%抽樣檢測;機場項目將二級誤為一級驗收,增加檢驗成本40萬元;專業驗收分為外觀質量、無損檢測和機械性能三個層次。如果任何階段都不合格,判斷整體不合格;創建缺點分類處理體系:表面缺陷允許打磨修復,內部缺陷必須挖掘重焊;驗收報告必須包括檢測方法、規范、結果和處理建議,由Ⅱ無損檢測人員簽名;這種專業驗收保證了質量操作的完整性和可追溯性,為工程安全提供了數據支持。
鋼格板焊接質量檢測的價值不在于發現問題,而在于防范風險。當檢驗從形式主義轉變為科學驗證時,質量不再是概率事件,而是可預測和可控的必然趨勢。在每一次精確的探傷中,我們都可以看到,不僅是科技的進步,更是對安全邊界的敬畏;在每一個記錄的背后,記住它是指工程師的職業道德和責任。真正的質量控制不在于華麗的檢測儀器,而在于嚴格的執行標準;認真對待每一個焊縫,而不是復雜的檢測過程。當毫米精度等級融入工程基因時,焊縫質量超越技術方面,成為安全文化的無聲表達。在鋼與火的對話中,在焊與檢的循環中,我們不僅保護著結構安全,更保護著每一個使用空間的生命自尊。